(+01) 318 4575 comercial@agpinspeccionesndt.com.pe
1.1. INSPECCION POR ULTRASONIDO INDUSTRIAL CONVENCIONAL
El método de Ultrasonido se basa en la generación, propagación y detección de ondas elásticas (sonido) a través de los materiales, ya que por principio las ondas ultrasónicas pueden propagarse a través de todos los medios donde exista materia. Es una prueba confiable y rápida, que emplea ondas sonoras de alta frecuencia (0.25 a 25 MHz) producidas.



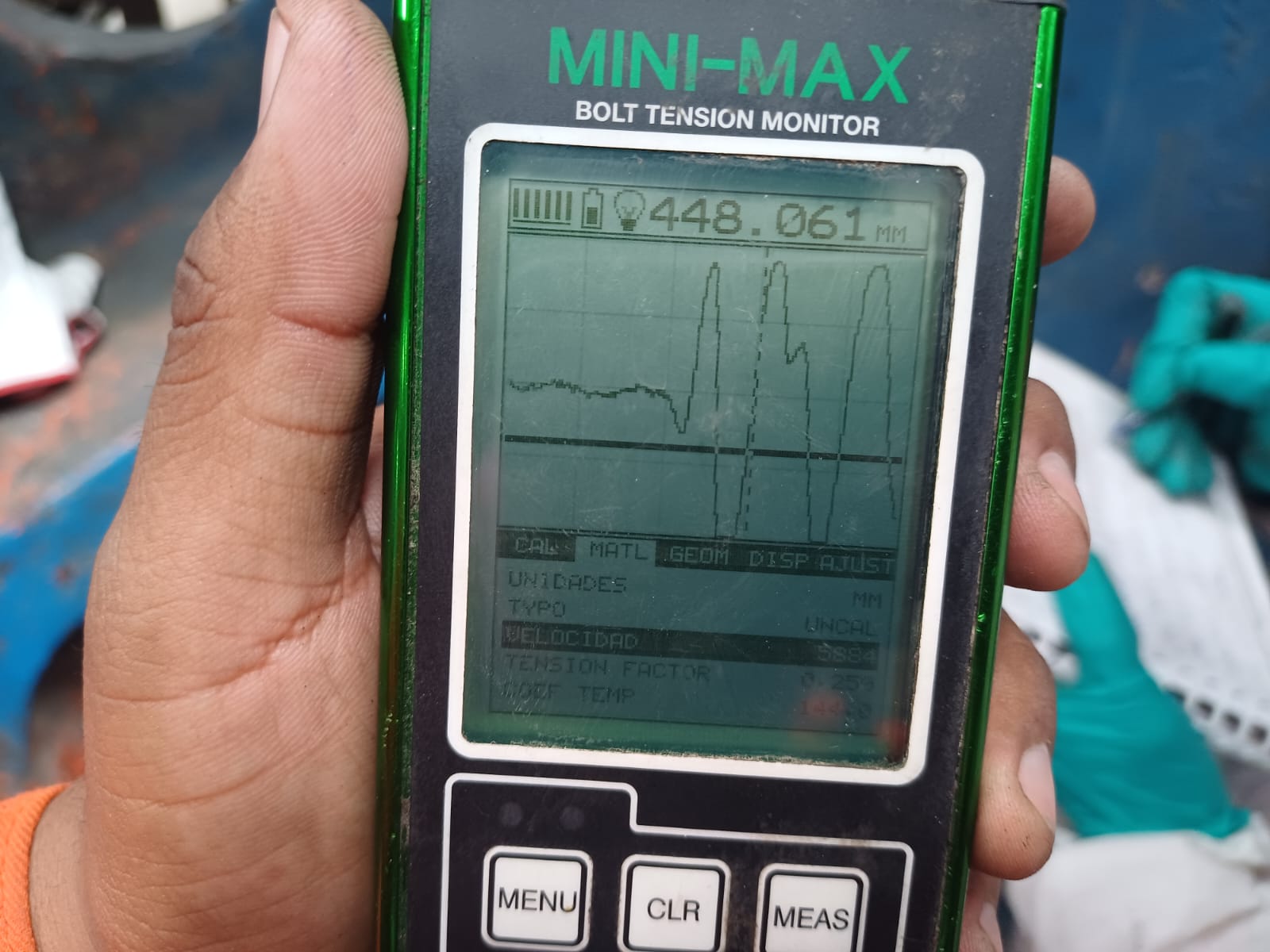
1.2. ELONGACION DE PERNOS
La Medición de elongación de pernos por ultrasonido nos permite conocer exactamente cuánto elongamos un perno al minuto de apretarlo, pudiendo así conocer la tensión o la carga generada por éste. Esto convierte a esta tecnología en una de las más precisas disponibles en el mercado. Somos Agencia Peruana de Inspecciones NDT.


1.3. INSPECCION POR PARTICULAS MAGNETICAS
Este método es ampliamente utilizado en el ámbito industrial y algunas de sus principales aplicaciones las encontramos en:
- El control de calidad o inspección de componentes maquinados.
- La detección de discontinuidades en la producción de soldaduras
- En los programas de inspección y mantenimiento de componentes críticos en plantas químicas y petroquímicas (recipientes a presión, tuberías, tanques, etc.)
- La detección de discontinuidades de componentes sujetos a cargas cíclicas (discontinuidades por fatiga).



1.4. INSPECCION POR LIQUIDOS PENETRANTES
Es un tipo de Ensayo No Destructivo que se utiliza para detectar e identificar discontinuidades presentes en la superficie de los materiales examinados. Generalmente se emplea en aleaciones no ferrosas aunque también se puede utilizar para la inspección de materiales ferrosos, cuando la inspección por partículas magnéticas es difícil de aplicar, en algunos casos se puede utilizar en materiales no metálicos.



1.5. INSPECCIÓN POR MEDICIÓN DE ESPESORES DE METALES, NO METALES O RECUBRIMIENTO
Una técnica para dimensionar y evaluar la corrosión ampliamente utilizada es la medición de espesores, la cual en muchos casos se realiza de forma periódica con la finalidad de detectar y monitorear el espesor en un componte.
El objetivo principal de la medición de espesores de recubrimiento mediante Ultrasonido o Corriente Eddy es proporcionar el dato exacto del espesor requerido del recubrimiento.



1.6.INSPECCIÓN VISUAL DIRECTA Y REMOTA
La inspección visual cuenta con un amplio abanico de posibilidades y capacidades, confiriéndole una versatilidad única en los controles de calidad de los productos, tanto en fabricación, como en servicio.
La inspección visual remota es una Tecnica utilizado en los ensayos no destructivos para detectar visualmente grietas, fisuras y discontinuidades en superficies, en áreas inaccesibles por el ojo humano, como por ejemplo, el interior de una tubería o el interior de un recipiente a presión sellado, sin necesidad de desmontar la tubería o tanque.



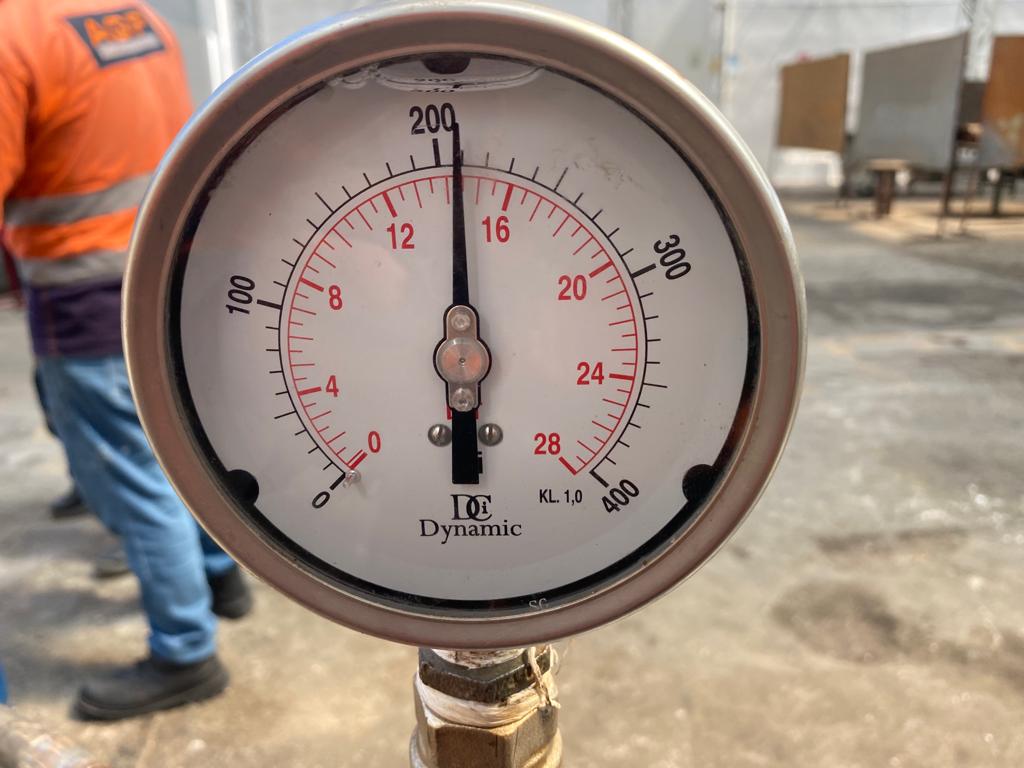
1.7. PRUEBAS DE FUGA Y PRESIÓN
Estas pruebas tienen como objetivo asegurar la impermeabilidad e integridad física de los elementos que trabajan a presión. Estas pruebas consisten en cerrar todas las válvulas de entradas y salida del elemento lleno del fluido, (agua o aire) para luego evaluar la presión con una bomba eléctrica hasta la presión establecida por la norma y cliente, luego permanecer el elemento a esta presión durante el tiempo de prueba. La prueba se aplica a tuberías, tanques, calderas, autoclaves, accesorios de tanques, etc. La prueba de vacío tiene como objetivo verificar el control de calidad de cordones de soldaduras, consiste en hermetizar un tramo del cordón de soldadura con un cajón cerrado para luego disminuir la presión hasta un mínimo donde se detecta filtraciones de aire al cajón si el corno de soldadura tiene algún defecto considerable.
Las pruebas de fuga se dividen en tres:
- Prueba hidrostática
- Prueba neumática
- Prueba de vacío


1.8. ANÁLISIS METALOGRÁFICO Y CARACTERIZACIÓN DE METALES
La metalografía es la descripción general del estudio de la estructura física y los componentes de un material metálico (fases y microconstituyentes), normalmente examinados después de su preparación mediante técnicas microscópicas. Particularmente en aleaciones metálicas, un material con la misma composición química puede mostrar una metalografía variable dependiendo de varios factores diferentes, principalmente las tasas de solidificación y los tratamientos térmicos posteriores a la solidificación que están diseñados para alterar las propiedades físicas y mecánicas de una aleación. La metalografía se utiliza a menudo en el examen exhaustivo de materiales para correlacionar propiedades físicas y mecánicas, y es clave para comprender el comportamiento de las aleaciones bajo determinadas condiciones y tensiones externas.

1.9. PRUEBAS DE DUREZA
El ensayo de dureza se define como “una evaluación que permite determinar la resistencia de un material” esto nos permitirá evaluar las propiedades de un material, tales como su fuerza, ductilidad y resistencia al desgaste. También ayuda a determinar si un material o el tratamiento de un material es adecuado para el propósito deseado.



2. ENSAYOS AVANZADOS
2.1. INSPECCIÓN POR ULTRASONIDO AVANZADO (PAUT)
Arreglo en fase, técnica ultrasónica que incorpora sensores de elementos múltiples con un control computarizado del tiempo de cada uno de los elementos para obtener imágenes de tiempo real, simplificando la interpretación de las indicaciones en el instrumento. El Phased Array es una técnica de inspección por ultrasonido computarizadas de última generación que dejan registro y tienen alta probabilidad de detección, alta precisión en la evaluación de defectos.
Ventajas: Seguridad: Sustituye al examen radiográfico, evitando el riesgo de la utilización de radiaciones ionizantes, sin necesidad de parar la producción.
Velocidad: Debido a la capacidad de exploración (lineal, sectorial), aumenta la velocidad del examen.
Registro: Permite registrar la inspección en el modo más adecuado para su interpretación y evaluación (S-scan, B-scan, C-scan y otras imágenes 2D y 3D).
Flexibilidad: Realizar una gran variedad de tipos de exploración para la detección de diferentes tipos de defectos localizados en distintas configuraciones y componentes.
Archivo: Archiva los registros en diferentes formatos y al 100% de los datos adquiridos de las señales, pudiendo realizar nuevas evaluaciones en el momento que se requiera.



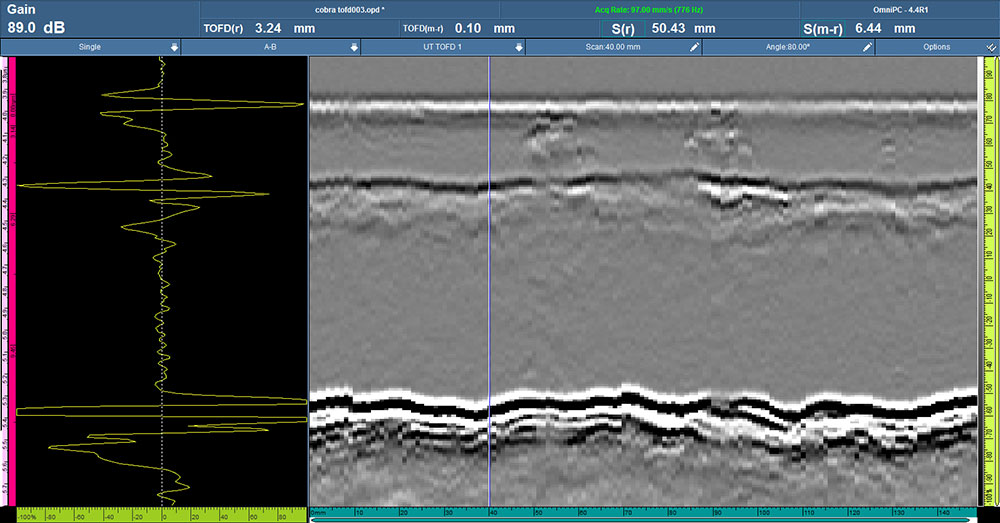
2.2. INSPECCIÓN POR ULTRASONIDO TOFD
La técnica TOFD es un ensayo no destructivo que se basa en la detección y análisis de las señales ultrasónicas de difracción generadas en los extremos de cualquier discontinuidad.
Ventajas:
- Rapidez en la inspección. Se puede inspeccionar todo el volumen de la soldadura de una sola pasada.
- Muy ventajosa para la inspección de recipientes a presión de gran espesor, donde la radiografía reduce la probabilidad de detección.
- Detección de toda clase de discontinuidades independientemente de su orientación.
- Técnica muy apropiada para detectar y medir con precisión la profundidad, altura y longitud de grietas o diferentes discontinuidades.
- Deja un registro de datos de toda la inspección de soldadura por lo que en muchos casos puede sustituir a la radiografía.
- No genera riesgo a las personas ni contaminación al medio ambiente.
- La normatividad vigente permite el empleo de la técnica TOFD (basada en imagen) para la inspección de soldaduras de tanques de almacenamiento, recipientes a presión y tuberías.

2.3. INSPECCIÓN DE CORROSIÓN MEDIANTE MAPEO DE CORROSIÓN POR PAUT
Mapeo y cálculo de vida remanente mediante tecnologías ultrasónicas, realizamos mapeo de corrosión interna, donde se requiera tener una vista de planta y además, determinar el CTP – Critical Thickness Profile, dato de entrada en evaluaciones Fitness For Service mediante los métodos R-STRENG, ASME B31G, Kastner o API 579.




2.4. INSPECCIÓN DE SOLDADURA CON RECUBRIMIENTO MEDIANTE MEDICIÓN DE CAMPO DE CORRIENTE ALTERNA (ACFM)
Mediante el empleo de esta técnica es posible detectar y dimensionar grietas superficiales en cordones de soldadura y piezas metálicas en general, de forma rápida y sencilla gracias a la capacidad de trabajo sin necesidad de preparaciones de superficie, calibraciones y posibilidad de inspección de forma remota.
Ventajas:
- Esta técnica es el ahorro en el tiempo para la realización de la inspección. Este ahorro se debe, entre otros factores, a que no es necesario calibrar el equipo de inspección y no es necesario preparar la superficie. Además, ACFM permite calcular la profundidad de las grietas, lo cual facilitará la evaluación a la hora de decidir si se trata o no de un defecto crítico.
- Al tratarse de una técnica de inducción mediante campo magnético, no es necesario el contacto eléctrico. Esto permite la realización del ensayo sin preparar la superficie y sin eliminar recubrimientos.
